¶ Описание устройства

Устройство аддитивного производства полимерных изделий методом послонойго наложения 3DLIFE ArtPro - один из первых крупногабаритных высокоскоростных российских 3D принтеров. Данная модель выпускается с начала 2024 года. Она разработана для тех, кто не может позволить себе долгие сроки разработки, зависимость от импортных решений или компромиссы в размерах и скорости печати. Благодаря своей уникальной конструкции, такой принтер способен за считанные часы изготавливать крупные функциональные детали — от корпусов промышленного оборудования до узлов для робототехники, аэрокосмических систем и транспортных средств — без необходимости склеивания или сборки из мелких фрагментов.
Высокая скорость печати позволяет сократить время производства в разы по сравнению с традиционными 3D-принтерами, что особенно важно для предприятий, где каждый день простоя оборачивается потерями, а сжатые сроки реализации проектов — ключевое требование. При этом большой рабочий объем открывает возможности для создания изделий, которые ранее было невозможно напечатать целиком — будь то элементы оснастки, прототипы сложных конструкций или дизайнерские объекты промышленного масштаба.
Принтер находит применение в самых разных сферах: от быстрого прототипирования в научно-исследовательских центрах до мелкосерийного производства на заводах, от создания специализированной оснастки до изготовления деталей для сельхозтехники, энергетики и ЖКХ. Он становится незаменимым инструментом для инженеров, конструкторов, стартапов и промышленных предприятий, которым нужно быстро, надёжно и масштабно воплощать идеи в реальность.
Изготовлено по ТУ 28.96.10-001-22510405-2021 «3D ПРИНТЕРЫ СЕРИИ 3D LIFE». Технические условия».
¶ Основные элементы
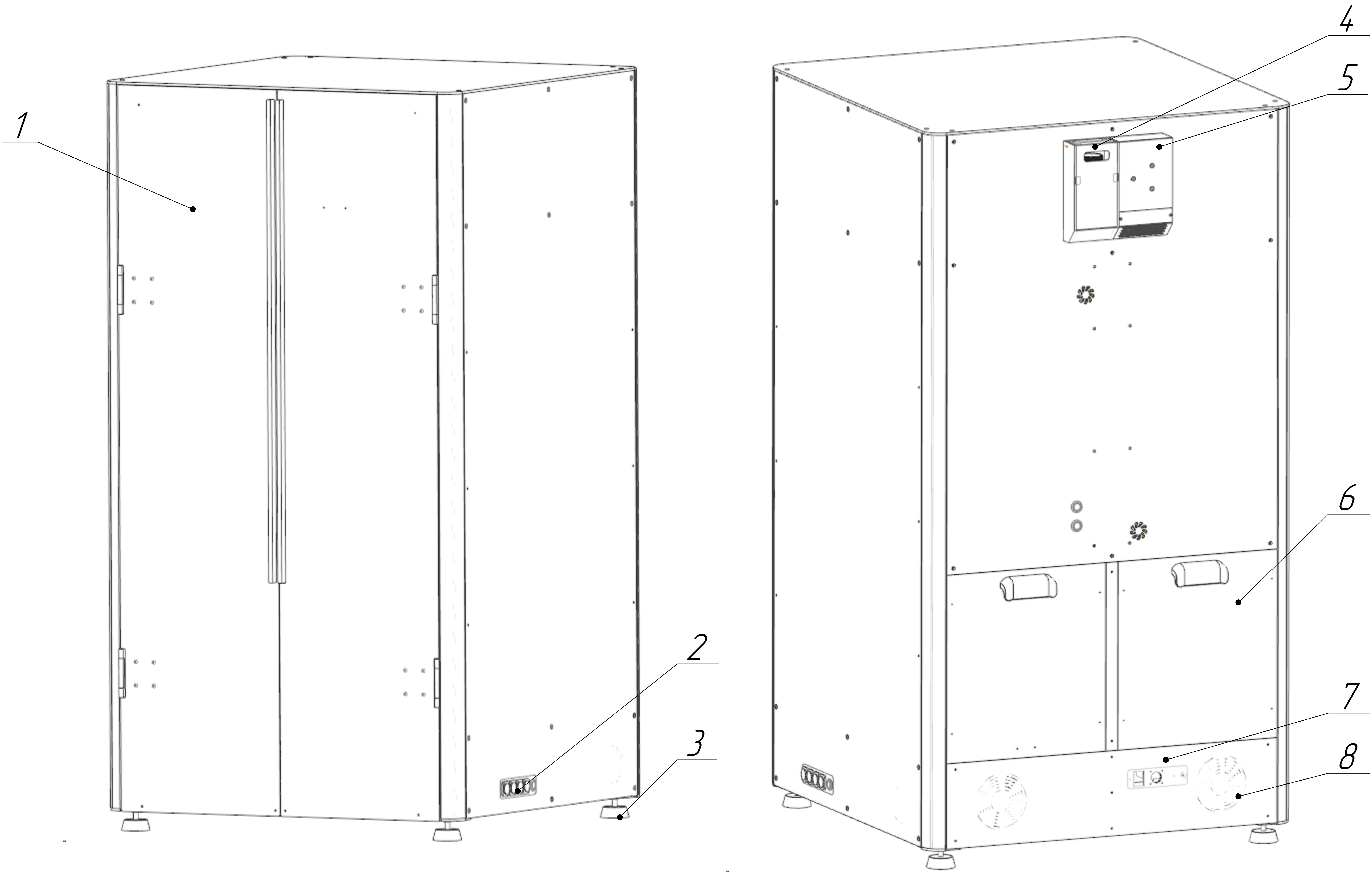
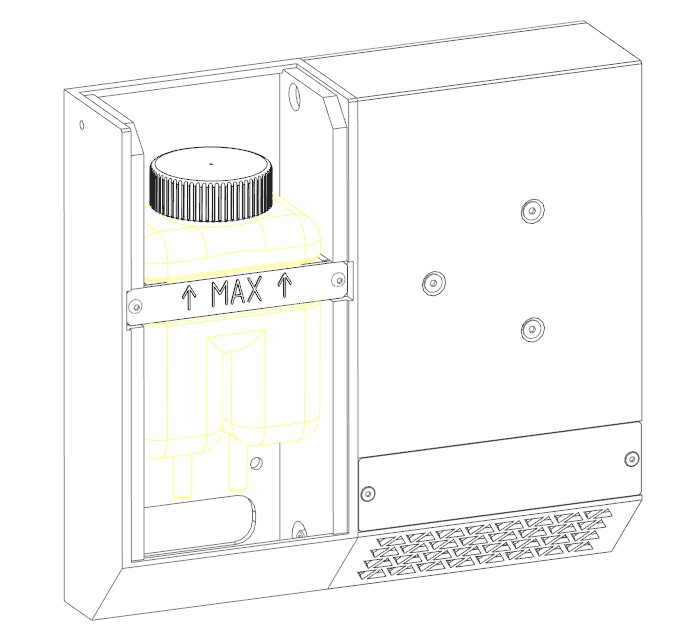
Основные внешние элементы: 1 - Основные дверцы; 2 - разъемы перефирии; 3 - регулируемые ножки; 4 - Резервуар СЖО; 5 - Угольный фильтр; 6 - Дверца доступа к катушкам; 7 - Разъем и кнопка питания; 8 - Элементы вентиляции.
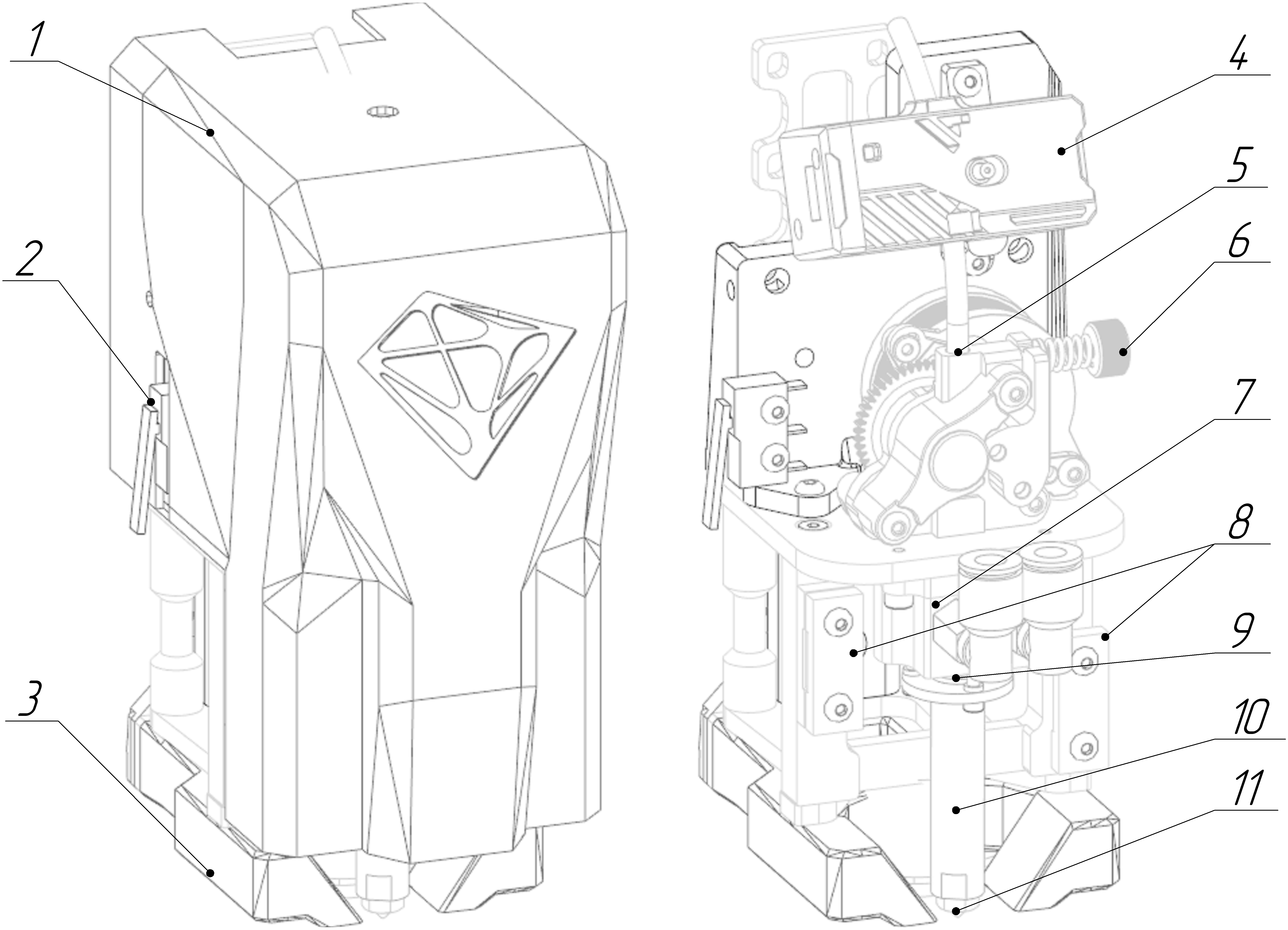
Печатающая головка: 1- Колпак; 2 - Концевой выключатель; 3 - Воздуховод охлаждения области печати; 4 - Датчик нити; 5 - Подающее устройство (фидер); 6 - Винт регулировки прижима нити; 7 - Радиатор; 8 - Зажим ремня; 9 - Термобарьер; 10 - Нагреватель; 11 - Сопло.
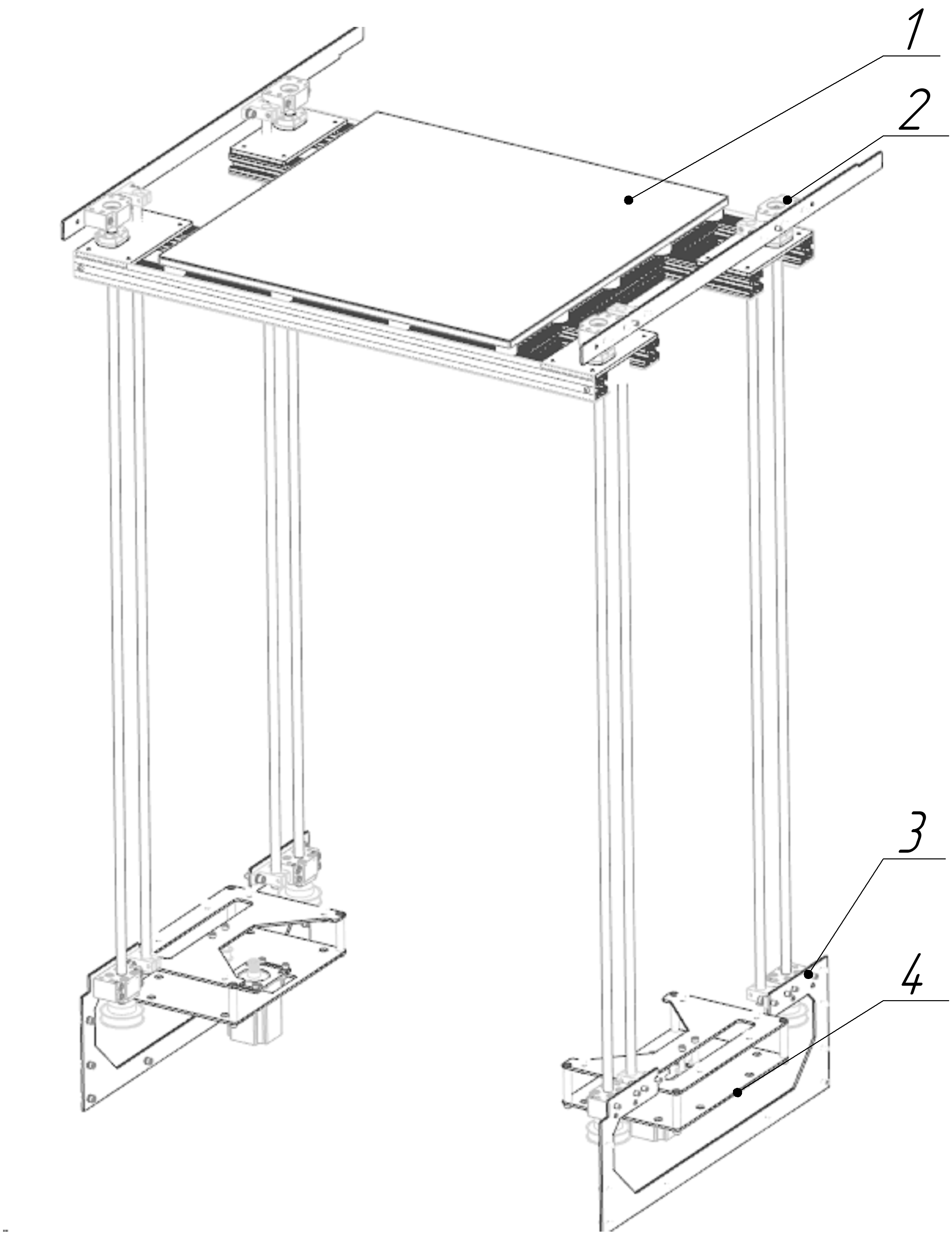
Перемещение печатающей головки в плоскости ХУ осуществляется благодаря 4м двигателям расположенным сверху. Каждый двигатель перетягивает ремень по схеме CoreXY 4WD.
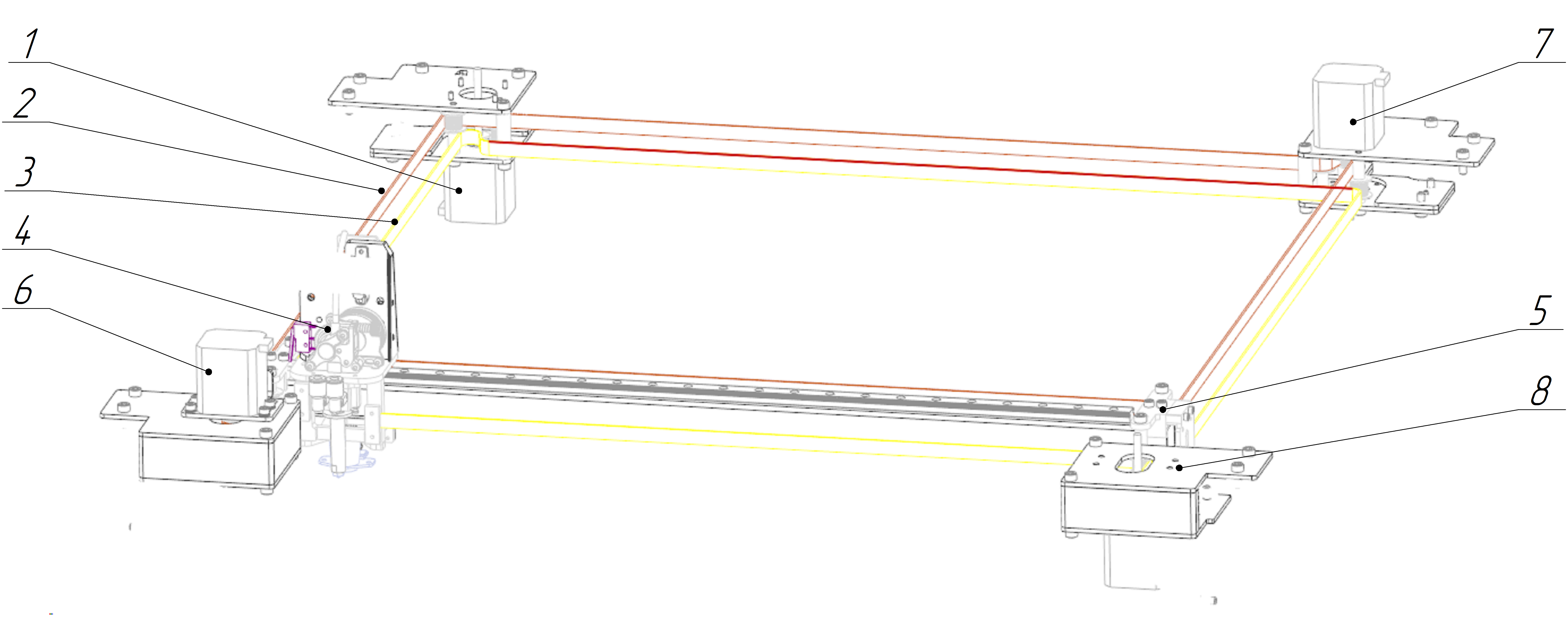
Схема расположения элементов движения на принтерах до модели ArtPro#005: 1 - Двигатель А1; 2 - Ремень Б; 3 - Ремень А; 4 - Печатающая головка; 5 - Каретка У; 6 - Двигатель Б2; 7 - Двигатель Б1; 8 - Двигатель Б2.
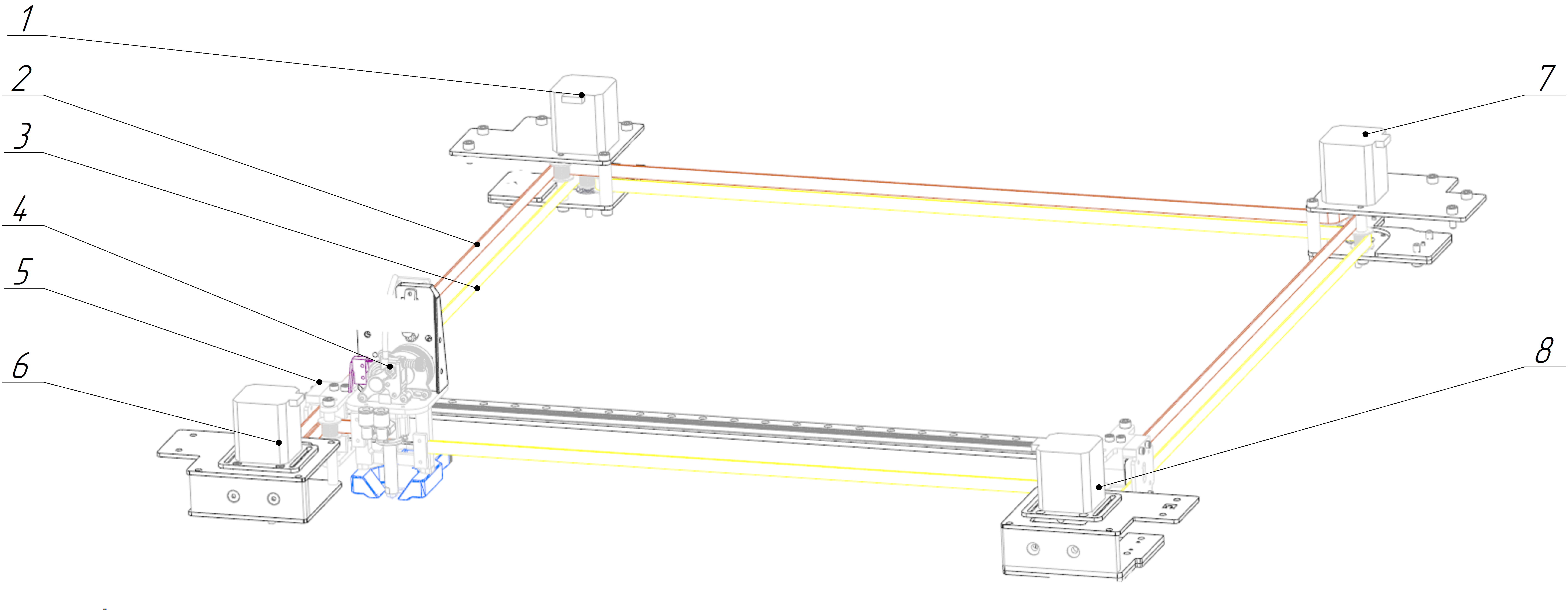
Схема расположения элементов движения на принтерах после модели ArtPro#005: 1 - Двигатель А1; 2 - Ремень Б; 3 - Ремень А; 4 - Печатающая головка; 5 - Каретка У; 6 - Двигатель Б2; 7 - Двигатель Б1; 8 - Двигатель Б2.
Система жидкостного охлаждения отдводит тепло от двигателей оси X и Y, а также создает температурный разрыв на печатающей головки. Жидкость охлаждается радиатором, расположенным в подвале принтера. Движение жидкости осуществляется с помощью помпы, которая расположена, также, в подвале принтера.
¶ Технические параметры
| Наименование показателя | Показатели |
|---|---|
| Технология печати | Быстрый FDM (FastFDM)/FFF |
| Способ подачи рабочего материала | Прямая подача в экструдер оппозитными шестернями с косой насечкой |
| Количество печатающих головок | 1 |
| Количество экструдеров | 1 |
| Материал экструдера | Нержавеющая сталь |
| Максимальная скорость печати | 600 мм/с |
| Максимальный поток экструдера | 270 см3/час |
| Максимальное ускорение печатающей головки | 20000 мм2/с (20 м2/с) |
| Размеры построения объекта | 500 х 500 х 900 мм |
| Материал для печати | Пластиковая нить диаметром 1,75+-0,01 мм |
| Поддерживаемые материалы печати | ABS GF/CF, PA 6/12/ GF, PC, PETG, PLA, PP, ABS/PA GF, TPU, ABS HS, PLA HS, PETG HS |
| Охлаждегие экструдера | Жидкостное |
| Максимальная температура экструдера | 450 С |
| Максимальная температура нагрева платформы | 150 С |
| Максимальная температура нагрева камеры построения объекта | 80 С |
| Тип камеры построения объекта | Активная |
| Платформа построения | металлическая пластика |
| Дисплей | Съемный планшет |
| Материал корпуса | Металлическая рама, поликарбонат |
| Автоматическая калибровка рабочего стола. Система Cartographer | Да |
| Датчик контроля обрыва нити | Да |
| Удалённый видеоконтрль процесса печати | Да |
| Telegram Бот | Да |
| Предустановленные температурные профили материалов | Да |
| Датчик контроля застревания нити | Да |
| Ативибрационнная компенсация (XY) | Да |
| Диаметр сопла | 0,3-1,5 мм |
| Тип сопла | e3d v6 |
| Минимальное разрешение печати (толщина слоя) | 0,05 мм |
| Уровень шума | 58-70 Дб |
| Максимальная потребляемая мощность | 4,5 кВт |
| Напряжение питания | 220 В +- 15% 50 Гц |
Массогабаритные характеристики
| Ширина устройства, мм | 820 |
| Глубина устройства, мм | 840 |
| Высота устройства до, мм | 1600 |
| Масса, кг | 150 кг |
Параметры интерфейса ввода/вывода
| WI-FI | Да |
| USB | Да |
| Ethernet | Да |
| Формат числовых файлов | .gcode (.stl, .obj, .step) |
¶ Графический интерфейс
¶ Для устройств оборудованных проводным дисплеем
¶ Для устройст оборудованных android планшетом
¶ Подготовка рабочих программ
Для печати принтер использует рабочие программы, написанные на языке G-code. Для составления программы используются CAM-системы, называемые слайсерами. Устройство 3DLife ArtPro поставляется со слайсером OrcaSlicer, однако поддерживает множество других популярных слайсеров, но они не были апробированы на данном устройстве.
С устройством поставляются настроенные профили для печати, однако ниже будут приведены основные настройки слайсера.
¶ Установка
Установщик слайсера находится на страничке Github Имейте в виду, что "orcaslicer.net", "orcaslicer.co" или " orca-slicer.com" не являются официальными веб-сайтами OrcaSlicer и могут быть потенциально злонамеренными. Процесс установки указан там же.
¶ Настройка профиля принтера
В слайсере есть вкладка «Настройки Принтера»
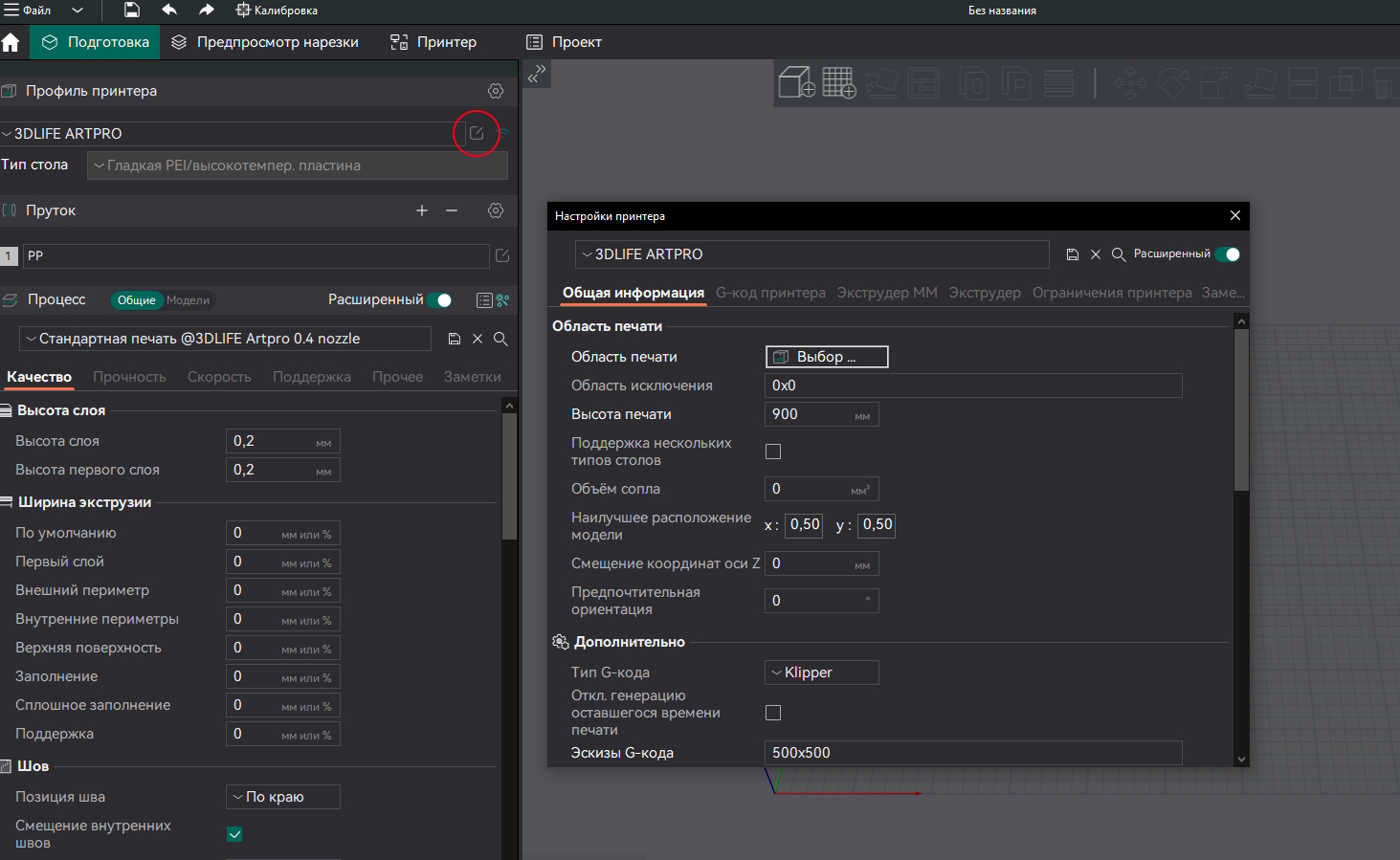
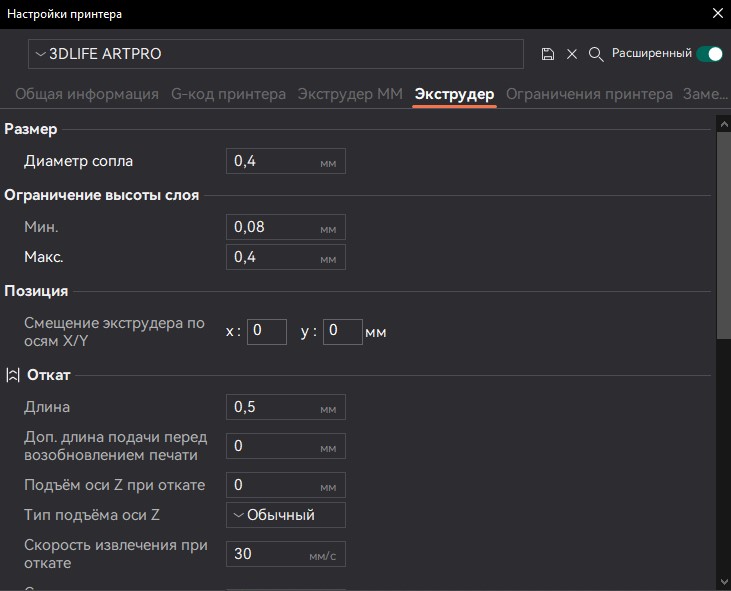
В данной вкладке находятся настройки принтера: область построения, кол-во экструдеров, различные ограничение и диаметр сопла (во вкладке «Экструдер»)
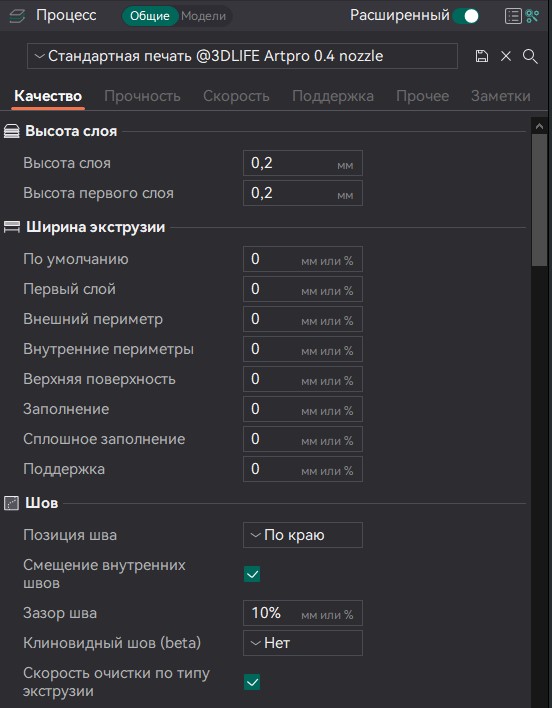
¶ Настройка профиля печати
Весь процесс печати настраивается во вкладке «Процесс». Внутри вкладки «Процесс» имеется ряд вкладок, в которых настраиваются: слои, заполнение (вид, плотность и тп), юбка, поддержка (тип и параметры), скорость печати.
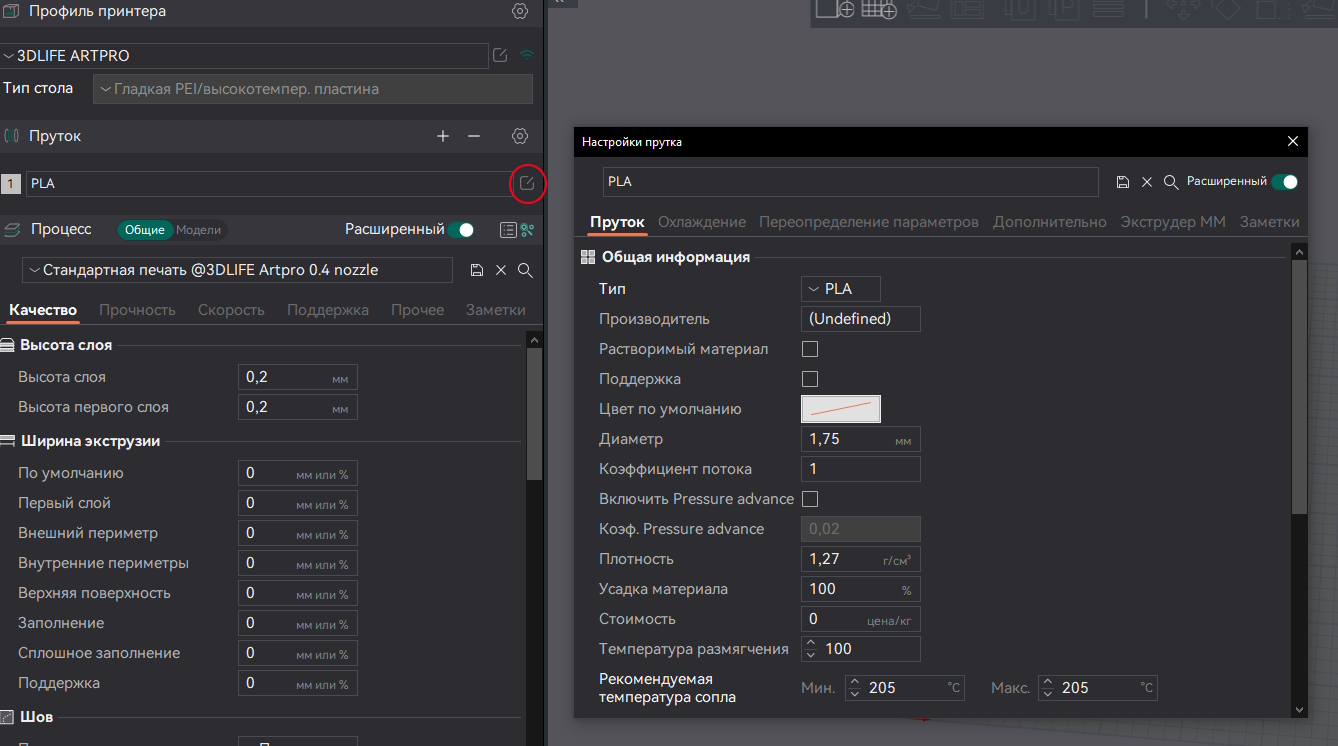
¶ Настройка профиля прутка
Во вкладке «Прутки» настраиваются параметры филамента, а именно его плотность, температура печати (сопло, стол, камера), режимы охлаждения и т.д.
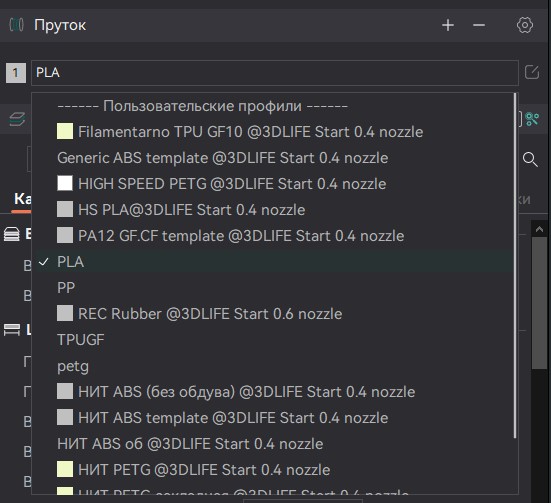
Настроенные прутки выбираются через выпадающий список при нажатии на филамент. Аналогично и с настройками печати – есть возможность настроить разные профили печати и потом выбирать подходящий.
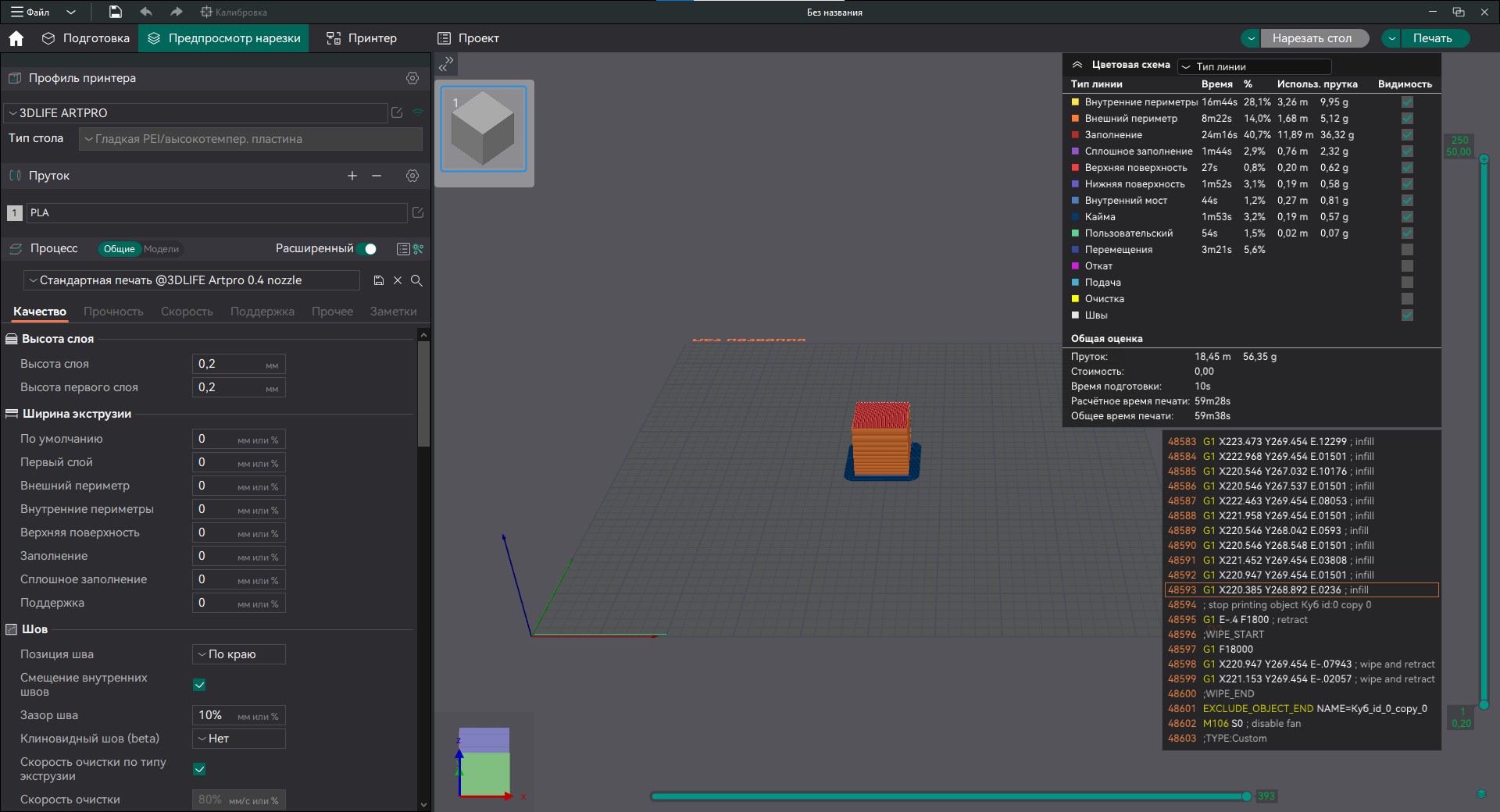
¶ Позиционирование детали на платформе
В правой части экрана выставляется деталь на платформе, рисуются швы, поддержки.
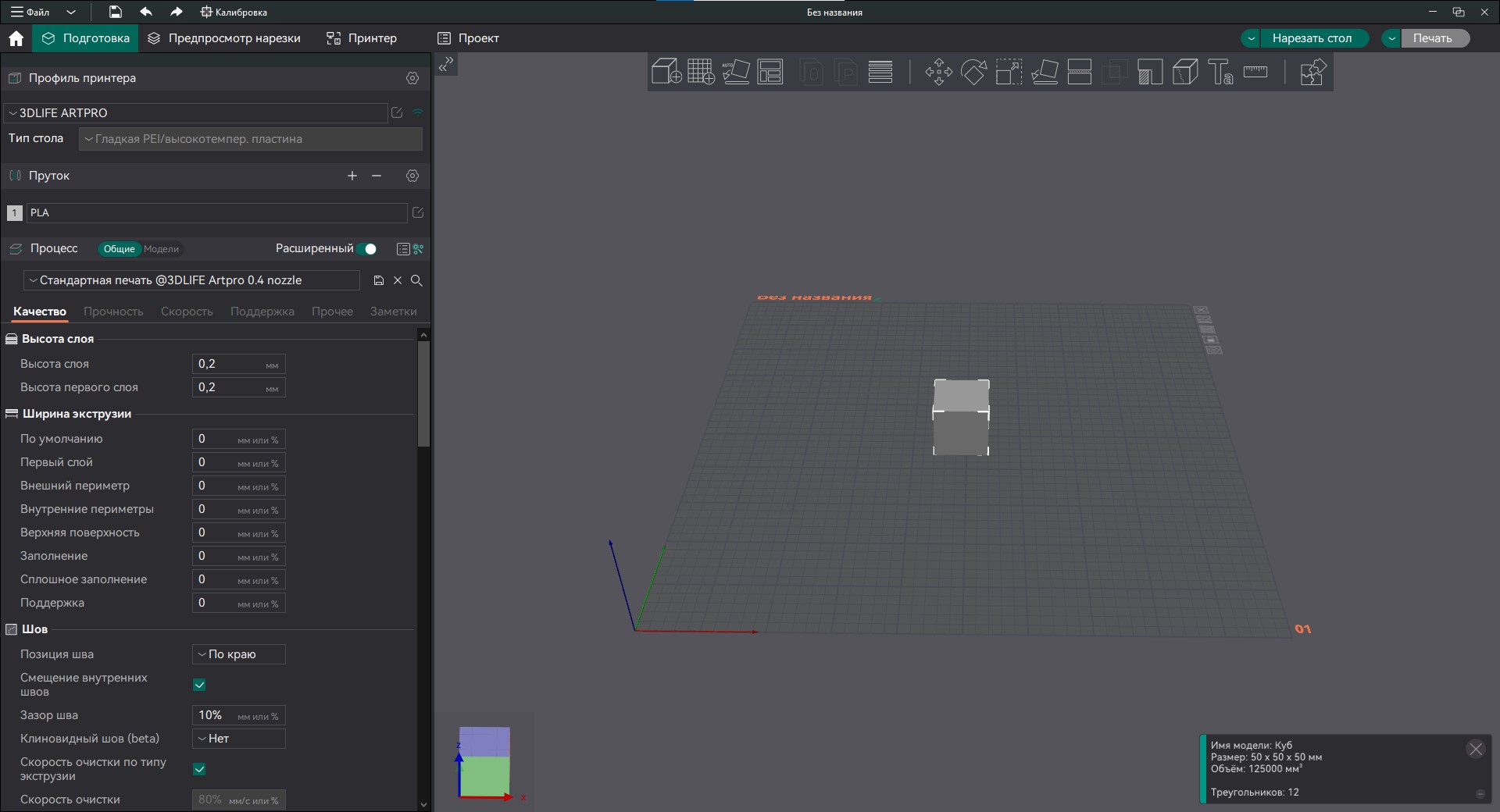
При нажатии кнопки «нарезать» происходит формирование рабочей программы. После завершения нарезания появляется модель, отображающая траекторию инструмента при печати. Также здесь можно полностью проанализировать рабочую программу, узнать приблизительное расчетное время печати и вес материала, который будет затрачен.
¶ Загрузка рабочей программы на устройство
Рабочая программа загружается на устройство через вкладку «физический принтер», для этого необходимо указать IP устройства во вкладке «Принтер». Также можно загружать напрямую через веб-интерфейс устройства (Fluid), для подключения к нему необходимо ввести IP устройства в поисковую строку браузера. Помимо этого, имеется возможность использовать флэш-накопитель.